Inside OCZ's Factory: How SSDs Are Made
by Kristian Vättö on May 20, 2015 8:30 AM ESTThe Factory
OCZ's factory is located in Zhongli, which is a district of Taoyuan City, about a 45-minute drive away from the center of Taipei. Technically the factory is now owned and operated by Powertech Technology Inc (commonly known as PTI) because Toshiba wanted OCZ to sell the factory as a part of the acquisition. PTI is a relatively big name in the manufacturing industry with over 10,000 employees and a number of high value customers (including Apple, for instance). Aside from assembly, PTI also does wafer probing and die packaging and actually all Toshiba NAND is packaged by PTI (to my knowledge Samsung is the only NAND supplier that does all NAND packaging in-house), so the company has strong relationship with OCZ and Toshiba. While visiting the factory, I certainly got the feeling that OCZ and PTI are very well integrated as the cooperation between the two is effectively frictionless, which is partially explained by the fact that prior to the acquisition, the employees of the factory had paychecks directly from OCZ.
Two surface-mount technology (SMT) lines in the factory are dedicated to OCZ with a total capacity of approximately 70,000 units per month. OCZ also has burst capacity with other SMT lines and factories that PTI owns in case there's a sudden spike in demand (e.g. a large enterprise order). The facility has room for up to ten SMT lines and OCZ is looking to increase production capacity in the future. However, the factory isn't fully exclusive to OCZ as PTI does manufacture other vendors' drives too and during the tour I spotted some Kingston SSDs.
Assembling an SSD
Assembling an SSD isn't really any different from any other component that is built on a printed circuit board (PCB). The process itself is very straightforward and contains only a handful of steps which should be the same for every manufacturer.

The process begins by printing the circuit board and coating the chip/resistor sockets with solder paste, which is done in the machine pictured above.

The solder paste must be stored in near-zero temperature at all times or otherwise it will lose its soldering characteristics. It can only withstand room temperature for a couple of hours before becoming waste, which is why the paste is stored in small cans to minimize the loss.

Once the PCB has been printed and solder paste applied, the end result is what's pictured above. Four 2.5" PCBs can be processed at the same time, but obviously a smaller PCB would result in higher throughput since more PCBs would fit in the same area and could be processed simultaneously for better cost efficiency. That's why we've seen some manufacturers adopting smaller PCBs in 2.5" drives.

The PCB is now ready to take on the actual chips, which are mounted on the PCB by the above mounter. Every individual chip, resistor and capacitor is loaded to the machine in a circular "tape and reel" and the machine then automatically mounts the components to their right places on the PCB.

The controller come in a slightly different tray and it's the last component to be mounted before the drive moves to the cooking stage.

With all the components in place, the drives enters the reflow oven that melts the solder paste and secures electrical connectivity between all chips. The whole reflow process takes about five minutes and the temperature increases gradually at first before dropping quickly in the last stage of the reflow. The exact temperature profile is unique and has been achieved through science, but there's also trial and error in the mix.
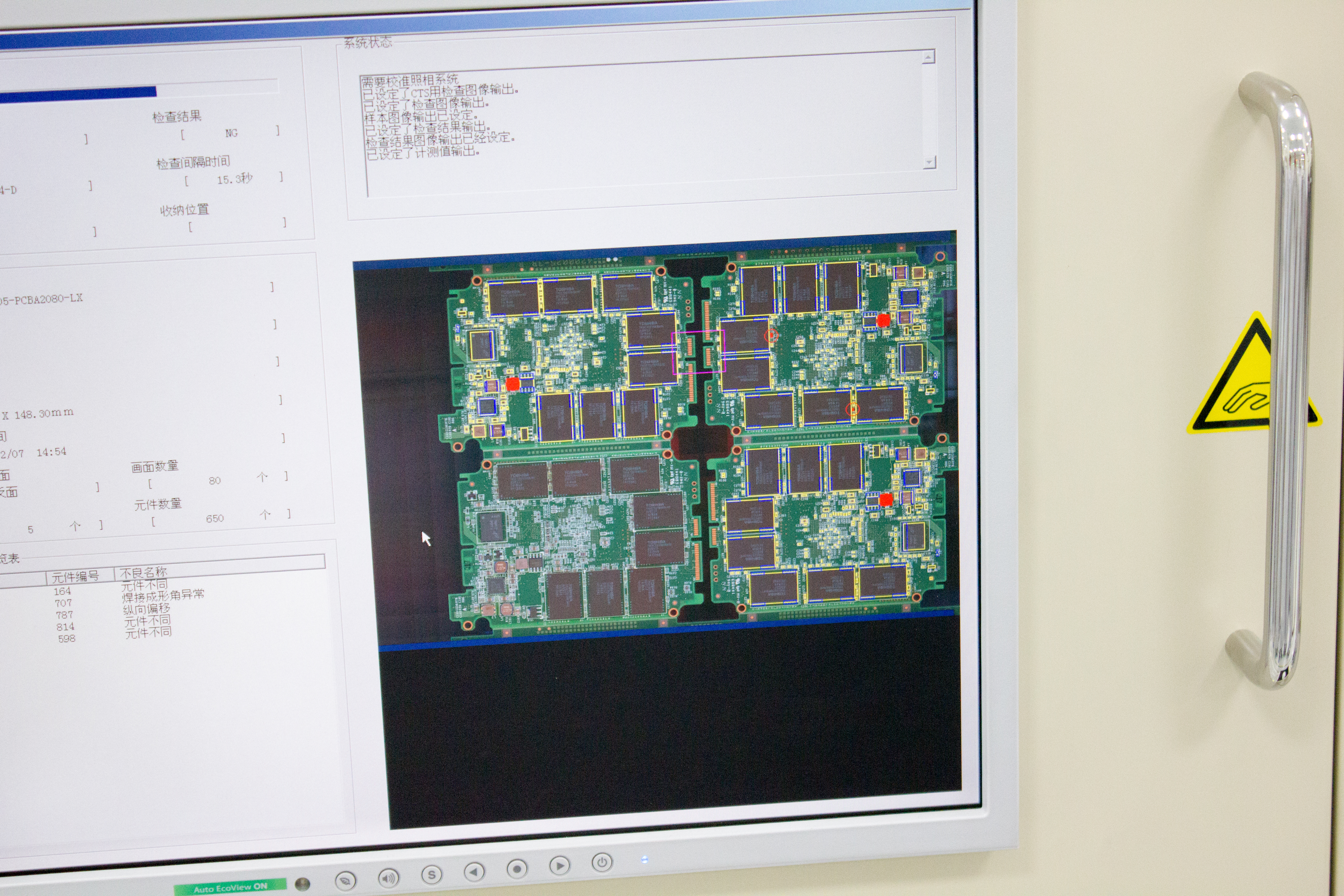
After the reflow the PCBs go through an automatic optical inspection, which compares the produced PCBs against a picture of a perfect PCB to spot any errors (such as misaligned chips and insufficient solders). The automatic inspection is followed by a manual human eye inspection to ensure that all PCBs passing this point should be, at least visually, suitable to go on sale.
For double-sided PCBs, the whole procedure from printing the PCB to visual inspection is then repeated because only one side of the PCB can be worked at a time. That's why many smaller capacity SSDs we see are single-sided because it essentially cuts the PCB assembly steps in half, which reduces cost.
The final step of the PCB assembly is to connect the SATA and power connector, which is separate from the rest of the PCB. I've seen a couple of SSDs where the SATA and power connectors are actually integrated to the PCB, which saves one assembly step, and it's also something that OCZ is considering, but for now the connector remains separate. In M.2 the connector is always a part of the PCB, so from a manufacturing perspective M.2 is slightly more cost efficient than 2.5" drives are.

Once the PCB assembly is fully complete, the PCBs are separated and cut from the frame. The PCB is then put inside the final metal chassis and the screws are screwed automatically by the machine above.








64 Comments
View All Comments
dreamslacker - Thursday, May 21, 2015 - link
Not quite. You can only do that if the entire process is automated and centrally controlled.Their SMT line uses tape reels for parts, if you wanted to pre-test NAND flash before mounting them, you will need to extract, test and reinsert into the tape reels (or trays) in a specific order.
The mapping information from testing will also need to be entered into a centralized database. The reels or trays will then need to be sent to the SMT line in the same specific order and the circuit boards, once soldered, will also have to be sent to the firmware flashing racks in order as well. Otherwise, there is no way of telling which board contains which flash chips.
Again, they have to extract and send for labeling in a specific order so that the label serials will match what is programmed into the drive.
All of these basically means you need to invest into a completely automated line with conveyor belts, robotic arms, automatic labeling machines, database servers and apps to integrate.
It's simply more economical, for a smaller scale operation like this, to solder first and ditch the defective units as long as your components do not come with a high defect rate.
caleblloyd - Thursday, May 21, 2015 - link
I think the article got posted Tuesday morning then taken down a few minutes later. But all good now!dreamslacker - Wednesday, May 20, 2015 - link
Odd that they intend to both shift towards a rack-based system and also MST at the same time.A decent rack type system would be running ASICs that offload the test regime from the host computer(s) and can be configured on-the-fly to run both drive tests as well as programming.
DanNeely - Wednesday, May 20, 2015 - link
Even if most of the testing can be done on board the drive itself using the MST; they still need to plug the drives into something else to verify the sata connection and to read out the results of the MST. MST will just let them swap new batches of drives into the tester more frequently.dreamslacker - Thursday, May 21, 2015 - link
MST is normally used when you have reduced capability test chambers / racks. For mechanical drives that need to be tested under high temperature conditions, it allows them to dump a load of drives into what is effectively a large oven with triggered power supplies for thermal tests.If they are utilizing 'smarter' racks, such as the Xyratex (now owned by Seagate) modules, then the ASICs will handle everything and loading/ unloading MST firmware manually isn't needed.
The primary difference is that a smarter ASIC based unit can automatically run the tests, dump the logs and prep the drive for sale (clear the test data, reset the counters etc) whereas MST requires the worker to extract the drives and send them to another workspace to have the MST logs dumped and the production firmware loaded in.
The ASIC based test racks still connect to a computer, you just have the ability to use a single computer for more drives (for Seagate's Xyratex modules, it's 1 computer to 192 drives). They are, however, headless units and are fully controlled by a central server via CGI & Python scripts.
Very little user intervention is required on their fully automated line except when they need to re-configure the racks to accept modules with different drive interfaces. This is done by a single terminal console where they telnet into the machine handling the modules and edit the configuration file by VI.
GTan36 - Wednesday, May 20, 2015 - link
Bought a OCZ Arc100 240GB SSD last week for my first PC build. It's really fast and you can tell the drive is high quality and manufactured well. Boots Windows 8.1 in less than 15 seconds and was pretty affordable.It's nice to see OCZ becoming a quality brand.
r3loaded - Wednesday, May 20, 2015 - link
Excellent article, it was like a written version of a How It's Made episode!Phynaz - Wednesday, May 20, 2015 - link
Presented by Anandtech, a division of OCZ Marketingxthetenth - Wednesday, May 20, 2015 - link
Yes, this tour of a company's factories and discussion of how they make things is different than all the others becauseMrSpadge - Wednesday, May 20, 2015 - link
Don't fault AT for OCZ being more open than other manufacturers.